網絡型MPS模塊化自動線實訓裝置
欄目分類:產品總目錄 發布日期:2021-09-04 瀏覽次數:次
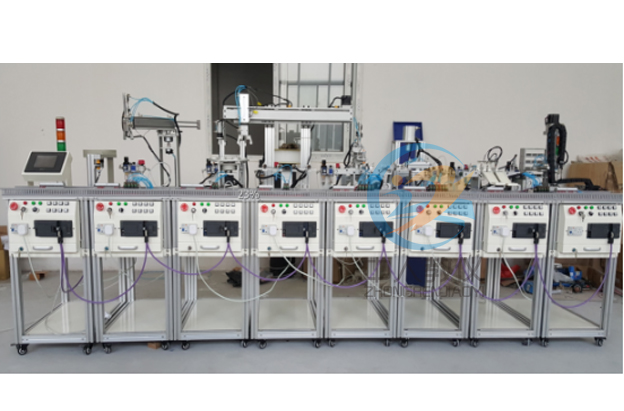
網絡型MPS模塊化自動線實訓裝置,西門子MPS柔性制造實訓系統具有較好的柔性,即每站各有一套PLC控制系統獨立控制,在基本單元模塊培訓完成以后,又可以將相鄰的兩站、三站…直至八站連。
聯系方式見右側懸浮框
中人教儀廠專業為客戶提供【網絡型MPS模塊化自動線實訓裝置,西門子MPS柔性制造實訓系】的實訓室建設方案,對【網絡型MPS模塊化自動線實訓裝置,西門子MPS柔性制造實訓系】施行三包售后服務,如果您對我們的【網絡型MPS模塊化自動線實訓裝置,西門子MPS柔性制造實訓系】有不了解的地方,請咨詢我們客服或來電咨詢,我們將竭誠為您服務。
一、產品概述:
網絡型實訓系統是一種最為典型的、自動化類產品,它是為職業院校、技工學校、教育培訓機構等而研制的,它適合機械制造及其自動化、、電氣工程及自動化、自動化工程、控制工程、測控技術、計算機控制、自動控制、機械電子工程、機械設計與理論、等相關專業的教學和培訓。它在接近工業生產制造現場基礎上又針對教學進行了專門設計,強化了各種控制技術和工程實踐能力。實訓系統由8個單元組成。分別為:上料檢測單元、搬運單元、加工與檢測單元、搬運分揀單元、變頻傳送單元、安裝單元、安裝搬運單元和分類單元,控制系統可以選用西門子,三菱或歐姆龍的進行控制,具有較好的柔性,即每站各有一套控制系統獨立控制,在基本單元模塊培訓完成以后,又可以將相鄰的兩站、三站…直至八站連在一起,學習復雜系統的控制、編程、裝配和調試技術。
實訓系統包含了機電一體化專業中的氣動、電機驅動與控制、PLC、等多種控制技術,適合相關專業學生進行工程實踐、課程設計及初上崗位的工程技術人員進行培訓,是培養機電一體化人才的理想設備。
二、產品特點
1、系統將機械、氣動、電氣控制、電機傳動、傳感檢測、PLC以及工業網絡控制技術有機地進行整合,結構模塊化,便于組合,可以完成各類單項技能訓練和綜合性項目訓練。可以進行機械部件安裝與調試、氣動系統的安裝與調試、電氣控制電路的安裝和PLC編程、機電設備安裝與調試、自動控制系統安裝與調試、工業網絡控制系統安裝與調試于一體,能較好地滿足實訓教學、工程訓練的需要。2、系統無論機械結構還是控制,都采用統一標準接口,具有很高的兼容和擴展性,隨工業現場技術的快速發展,本系統可以緊跟現場技術升級擴展,深入地滿足實訓教學的需要。
3、本系統可以鍛煉學習者創新思維和動手能力,學習者可以利用本系統從機械組裝、電氣設計、接線、PLC編程與調試、現場總線組建與維修等方面進行工程訓練。
4、西門子PLC采用西門子PROFIBUS-DP網絡通信,使各站之間的控制信息和狀態數據能夠實時相互交換,配有7英寸,256色工業彩色觸摸屏,實現工業控制。
三、技術性能
1、輸入電源:單相三線AC220V±10% 50Hz2、工作環境:溫度-10℃~40℃ 相對濕度≤85%(25℃)海拔<4000m
3、裝置容量:≤1.5kVA
4、外形尺寸:380cm×170cm×140cm
5、安全保護:具有漏電壓、漏電流保護,安全符合國家標準
四、系統組成及配置:
(一)上料檢測單元1、主要組成與功能
由料斗、回轉臺、導料機構、平面推力軸承、工件滑道、提升裝置、檢測工件和顏色識別光電開關、開關電源、可編程序控制器、按鈕、I/O接口板、通訊接口板、電氣網孔板、直流減速電機、電磁閥及氣缸組成,主要完成將工件從回傳上料臺依次送到檢測工位,提升裝置將工件提升并檢測工件顏色。
(1)料斗:用于存放物料。
(2)回轉臺:帶動物料轉動
(3)導料機構:使物料在回轉臺上能按照設定好的方向旋轉,輸送工件。
(4)工件滑道:使物料下滑到物料臺上。
(5)直流減速電機:用于驅動回轉臺轉動,通過導料機構輸送工件。
(6)光電傳感器1:輸送臺上工件的顏色檢測、物料檢測為光電漫反射型傳感器,工件庫中有物料時為PLC提供一個輸入信號。
(7)光電傳感器2:檢測物料到達等待抓取位。
(8)磁性傳感器:用于氣缸的位置檢測。當檢測到氣缸準確到位后將給PLC發出一個到位信號。(磁性傳感器接線時注意藍色接“-”,棕色接“PLC輸入端”)。
(9)單桿氣缸:由單向氣動電控閥控制。當氣動電磁閥得電,氣缸伸出,同時將物料送至直線移動裝置上。
(10)警示燈:系統上電、運行、停止信號指示。
(11)安裝支架:用于安裝提升氣缸及各個檢測傳感器。
(12)控制按鈕板:用于系統的基本操作、單機控制、聯機控制。
(13)電氣網孔板:主要安裝PLC主機模塊、空氣開關、開關電源、I/O接口板、各種接線端子等。
2、主要技術指標
(1)控制電源:直流24V/4.5A
(2)PLC控制器:西門子
(3)永磁直流減速電機:ZGB60R-45SRZ/458i/8W/24V
(4)電磁閥:4V110-06
(5)調速閥:出氣節流式
(6)磁性傳感器:D-C73L
(7)單桿氣缸:CDJ2B16-75
(8)光電傳感器:SB03-1K
(二)搬運單元
1、主要組成與功能
由氣動機械手、氣動手指、雙導桿氣缸、回轉臺、單桿氣缸、旋轉氣缸、磁性傳感器、開關電源、可編程序控制器、按鈕、I/O接口板、通訊接口板、電氣網孔板、多種類型電磁閥組成。主要完成將工件從上料單元搬運到加工單元待料區工位。
(1)氣動機械手:完成工件的抓取動作,由雙向電控閥控制,手爪放松時磁性傳感器有信號輸出,磁性開關指示燈亮。
(2)雙導桿氣缸(雙聯氣缸):控制機械手臂伸出、縮回,由雙向電控氣閥控制。
(3)回轉臺:采用旋轉氣缸設計,由雙向電控氣閥控制機械的左、右擺動。
(4)單桿氣缸:由單向氣動電控閥控制。當氣動電磁閥得電,氣缸伸出,同時將物料送至等待位。
(5)磁性傳感器:用于氣缸的位置檢測。當檢測到氣缸準確到位后將給PLC發出一個到位信號。(磁性傳感器接線時注意藍色接“-”,棕色接“PLC輸入端”)。
(6)開關電源:完成整個系統的供電任務。
(7)I/O接口板:完成PLC信號與傳感器、電磁信號、按鈕之間的轉接。
(8)控制按鈕板:用于系統的基本操作、單機控制、聯機控制。
(9)安裝支架:用于安裝提升氣缸及各個檢測傳感器。
(10)電氣網孔板:主要安裝PLC主機模塊、空氣開關、開關電源、I/O接口板、各種接線端子等。
2、主要技術指標
(1)控制電源:直流24V/4.5A
(2)PLC控制器(西門子)
(3)電磁閥:4V110-06-DC4V120-06-DC4V130-06-DC
(4)調速閥:出氣節流式
(5)磁性傳感器:D-C73LD-A73D-Z93
(6)氣動機械手:MHZ2-16D
(7)旋轉氣缸:MSQB20R
(8)雙聯氣缸:CXSM15-100
(9)單桿氣缸:CDJ2KB16-45
(三)加工與檢測單元
1、主要組成與功能
由6工位回轉工作臺、刀具庫(3種刀具)、升降式加工系統、加工組件、檢測組件、步進驅動器、三相步進電機、光電傳感器、接近開關、開關電源、平面推力軸承、可編程序控制器、按鈕、I/O接口板、電氣網孔板、通訊接口板、直流減速電機、多種類型電磁閥及氣缸組成,回轉工作臺有六個旋轉工位,加工站主要完成工件的加工(鉆孔、銑孔),并進行工件檢測。
(1)單桿氣缸:檢測單桿氣缸進行深度測量,單向電控氣閥控制。當電控氣閥得電,氣缸升出,檢測打孔深度。
(2)薄型雙導桿氣缸:刀具主軸電機的上升與下降由薄型雙導桿氣缸控制,氣缸動作由單向電控氣閥控制。
(3)輔助加工裝置:由單桿氣缸推動頂桿機構,實現對工件的夾緊。
(4)電感傳感器:轉盤旋轉到位檢測,在工位到位后傳感器信號輸出。(接線注意棕色接“+”、藍色接“-”、黑色接輸出)
(5)光電傳感器:用于檢測工件的正常與否,當工件為正常時,傳感器有信號輸出;反之,無輸出。(接線注意棕色接“+”、藍色接“-”、黑色接輸出)
(6)步進電機:采用步進電機旋轉,進行刀具庫的選擇。
(7)加工電機:采用直流電機旋轉,模擬鉆頭軸轉動,模擬絞刀擴孔等完成工件的三刀具加工。
(8)搬運裝置:裝置上設有六個工位,分別為:待料工位、加工工位、檢測工位、中轉工位,工件的工位轉換,由電感傳感器定位,直流減速電機控制。
2、主要技術指標
(1)控制電源:直流24V/4.5A
(2)PLC控制器:西門子
(3)步進電機驅動器:三相驅動輸出,電流≥5A,細分≥10000步/圈
(4)步進電機:573J09軸長:30mm6A
(5)直流減速電機(加工電機):ZGB60R-45SRZ/458i/8W/DC24V
(6)直流減速電機(搬運裝置):ZGA25RP37.9i/DC24V/rpm:120
(7)電磁閥:4V110-06
(8)透明繼電器:ARM2F-L/DC24V帶燈
(9)調速閥:出氣節流式
(10)磁性開關:D-C73L、D-A73L
(11)氣缸:CDJ2B16-45MGPM16-75CDJ2KB16-45
(12)光電開關:E3Z-LS61
(13)電感傳感器(搬運裝置):LG8-1K
(14)電感傳感器(刀具):LE4-1K
(四)搬運分揀單元
1、主要組成與功能
由擺臺、無桿氣缸、薄型氣缸、氣動手指、推料氣缸、磁性傳感器、廢料存儲器、工業導軌、開關電源、可編程序控制器、按鈕、I/O接口板、通訊接口板、電氣網孔板、多種類型電磁閥組成,主要完成根據上一站的加工完成信號和廢料信號,完成廢料分揀、搬運任務。工件搬運到成品輸送線上或搬運到廢料盒處,擺臺返回原位等待下一個工件。
(1)擺臺:由薄型氣缸控制,實現三個位置向左、中間、向右的擺動。
(2)前臂單桿氣缸:控制擺臺前臂上下動作,由單向電控閥控制,電磁閥得電,前臂底下。
(3)電磁閥:用于控制各個氣缸的升出、縮回動作。
(4)推料氣缸:完成廢料的分揀任務。
(5)廢料存儲器:系統檢測為廢料的工件,分揀出來,由推料氣缸將工件推入廢料存儲器內。
(6)氣動手指:完成工件的夾取任務。
2、主要技術指標
(1)控制電源:直流24V/4.5A
(2)PLC控制器:西門子
(3)電磁閥:4V110-064V120-064V130C-06
(4)調速閥:出氣節流式
(5)磁性開關:D-C73LD-A73LZ73L
(6)氣缸:CDJ2B16-30CY3RG20-600MDU25-50DM
(7)氣動手指:MHZ2-16D
(8)浮動接頭:SC-20-F/M6*1
(五)傳送分揀單元
1、主要組成與功能
由直線皮帶輸送線、分揀料槽、旋轉氣缸、變頻器、三相交流減速電機、光電傳感器、光纖傳感器、顏色傳感器、電磁閥、開關電源、按鈕、I/O接口板、通訊接口板、電氣網孔板等組成,主要完成將材料顏色不合格的工件分揀出來,同時將合格產品傳送至下一站。
(1)直線皮帶輸送線:主要完成將物料輸送到相應的位置
(2)分揀料槽:完成將材料顏色不合格的工件分揀出來
(3)旋轉氣缸:將物料導入料槽,由單向電控氣閥控制。
(4)變頻器:控制交流電機,實現。
(5)三相交流減速電機:驅動傳送帶轉動,由變頻器控制。
(6)光電傳感器:當有物料到放入時,給PLC一個輸入信號。(接線注意棕色接“+”、藍色接“-”、黑色接輸出)。
(7)光電傳感器:檢測上一單元的物料。
(8)光纖傳感器:物料經過時檢測物料的顏色。
(9)顏色傳感器:物料經過時檢測物料的顏色。
2、主要技術指標
(1)控制電源:直流24V/4.5A
(2)PLC控制器:西門子
(3)變頻器:MM420功率:0.37KW
(4)三相交流減速電機:41K25GN-S3/4GN10K
(5)電磁閥:4V110-06
(6)調速閥:出氣節流式
(7)磁性開關:D-A93L
(8)氣缸:MSQB10R
(9)光電傳感器:SB03-1K
(10)光纖傳感器:E3X-NA11E32-DC200
(11)色標傳感器:KT3W-N1116
(六)搬運安裝單元
1、主要組成與功能
由平移工作臺、塔吊臂、機械手、齒輪齒條傳動、工業導軌、開關電源、可編程序控制器、按鈕、I/O接口板、通訊接口板、電氣網孔板、多種類型電磁閥及氣缸組成,主要完成將上站工件拿起放入安裝平臺,等待安裝站將小工件安裝到位后,將裝好工件拿起放下站。
(1)機械手:與塔吊臂結合一起,用于夾取工件。
(2)齒輪齒條傳動:完成平移工作臺左右移動
(3)工業導軌:輔助平移工作臺左右移動
(4)電磁閥組:用于控制各個氣缸的升出、縮回動作。
(5)磁性傳感器:用于氣缸的位置檢測。當檢測到氣缸準確到位后將給PLC發出一個到位信號。(磁性傳感器接線時注意藍色接“-”,棕色接“PLC輸入端”)。
(6)單桿氣缸:由單向氣動電控閥控制。當氣動電控閥得電,氣缸縮回,同時塔吊臂下降與機械手爪組合完成工件的夾取。
(7)警示燈:系統上電、運行、停止信號指示。
(8)安裝支架:用于安裝提升氣缸及各個檢測傳感器。
(9)控制按鈕板:用于系統的基本操作、單機控制、聯機控制。
(10)電氣網孔板:主要安裝PLC主機模塊、空氣開關、開關電源、I/O接口板、各種接線端子等。
2、主要技術指標
(1)控制電源:直流24V/4.5A
(2)PLC控制器:西門子
(3)電磁閥:4V110-06、4V120-06、4V130C-06
(4)調速閥:出氣節流式
(5)磁性傳感器:D-C73L
(6)單桿氣缸:CDJ2B16-75
(7)氣缸:CDM2B20-30CDU20-50DCDU20-90D
(8)氣動手指:MHZ2-16D
(七)安裝單元
1、主要組成與功能
由吸盤機械手、搖臂部件、旋轉氣缸、料倉換位部件、工件推出部件、真空發生器、開關電源、可編程序控制器、按鈕、I/O接口板、通訊接口板、電氣網孔板、多種類型電磁閥及氣缸組成,主要完成選擇要安裝工件的料倉,將工件從料倉中推出,將工件安裝到位。
(1)吸盤機械手:用于真空原理吸取物料。
(2)搖臂部件:帶動吸盤機械手前后擺動。
(3)旋轉氣缸:搖臂部件的執行機構。
(4)料倉換位部件:用于黑白工件的選擇。
(5)工件推出部件:將黑白工件推出。
(6)磁性傳感器:用于氣缸的位置檢測。當檢測到氣缸準確到位后將給PLC發出一個到位信號。(磁性傳感器接線時注意藍色接“-”,棕色接“PLC輸入端”)。
(7)單桿氣缸1:由單向氣動電控閥控制。當氣動電控閥得電,氣缸伸出,進行料倉換位。
(8)單桿氣缸2:由單向氣動電控閥控制。當氣動電控閥得電,氣缸伸出,將黑白小工件推出。
(9)安裝支架:用于安裝提升氣缸及各個檢測傳感器。
(10)控制按鈕板:用于系統的基本操作、單機控制、聯機控制。
(11)電氣網孔板:主要安裝PLC主機模塊、空氣開關、開關電源、I/O接口板、各種接線端子等。
2、主要技術指標
(1)控制電源:直流24V/4.5A
(2)PLC控制器:西門子
(3)電磁閥:4V110-064V120-064V130C-06
(4)調速閥:出氣節流式
(5)磁性傳感器:D-C73L
(6)單桿氣缸:CDJ2B16-60CDRQ2BS20-180C
(八)分類單元
1、主要組成與功能
由滾珠絲杠、滑桿推出部件、分類料倉、步進電機、步進驅動器、電感傳感器、開關電源、可編程序控制器、按鈕、I/O接口板、通訊接口板、電氣網孔板、多種類型電磁閥及氣缸組成,主要完成按工件類型分類,將工件推入料倉。
(1)滑桿推出部件:用于將上站搬運過的物料推入相應的倉位里。
(2)分類料倉:存儲機構。
(3)步進電機:分別控制X、Y兩軸滾珠絲桿完成倉儲位置選擇。
(4)步進驅動器:步進電機的執行機構。
(5)電感傳感器:用于X軸左限位。
(6)磁性傳感器:用于氣缸的位置檢測。當檢測到氣缸準確到位后將給PLC發出一個到位信號。(磁性傳感器接線時注意藍色接“-”,棕色接“PLC輸入端”)。
(7)單桿氣缸:由單向氣動電控閥控制。當氣動電控閥得電,氣缸伸出,同時將物料推出送至相應的倉儲位。
(8)安裝支架:用于安裝拖鏈及各個限位開關。
(9)控制按鈕板:用于系統的基本操作、單機控制、聯機控制。
(10)電氣網孔板:主要安裝PLC主機模塊、空氣開關、開關電源、I/O接口板、各種接線端子等。
2、主要技術指標
(1)控制電源:直流24V/4.5A
(2)PLC控制器:西門子
(3)步進電機:42J1834-810
(4)步進電機驅動器:二相驅動輸出,電流≥1A,細分≥12800步/圈
(5)電磁閥:4V110-06
(6)調速閥:出氣節流式
(7)磁性傳感器:D-C73L
(8)單桿氣缸:CDJ2B16-45
(9)限位開關:V-155-1C25
(10)電感傳感器:GKB-M0524NA
(九)主控單元
1、主要組成與功能
采用了先進的總線控制方式,增配有主控PLC、工業觸摸屏、MCGS工業組態監控軟件、MES生產制造管理軟件等,系統更加完整性,更能展現工業現場的工作狀態及現代制造工業的發展方向。
MCGS工業組態監控軟件:當八個站全部進入聯網狀態時,管理員能夠通過組態監控機中各種組態按鈕方便的控制整個系統的運行、暫停、繼續、停止等等;另外也可以控制單個站的運行、暫停、繼續、停止等等。每個站的工作狀態以及工件的材質、顏色等在監控畫面上也能夠清楚的看到。
MES生產制造管理軟件:在整個系統的生產過程中,由MES生產管理系統制定下達各項生產計劃任務,并實時地反映在MES上位機的監控畫面上。下層制造系統將整個系統的工作狀態及當前工件加工狀態作自動統計,并實時傳輸到生產管理系統MES。具有計劃、調度和實時監控等功能。能夠實現和系統組態監控軟件的集成,實時監視生產線的生產情況。
2、主要技術指標
(1)控制電源:直流24V/4.5A
(2)PLC控制器:西門子S7-300
系統配置清單
| 序號 | 名稱 | 規格 | 數量 | 單位 | 備注 |
| 1 | 工作臺 | 470mm×860 mm | 9 | 張 | |
| 2 | 上料檢測單元 | CPU224 AC/DC/繼電器(14路數字量輸入/10路繼電器輸出) | 1 | 套 | |
| 3 | 搬運單元 | CPU224 AC/DC/繼電器(14路數字量輸入/10路繼電器輸出) | 1 | 套 | |
| 4 | 加工與檢測單元 | CPU224 DC/DC/晶體管+EM223(22路數字量輸入/18路晶體管輸出) | 1 | 套 | |
| 5 | 搬運分揀單元 | CPU224 AC/DC/繼電器(14路數字量輸入/10路繼電器輸出) | 1 | 套 | |
| 6 | 變頻傳送單元 | CPU224 AC/DC/繼電器(14路數字量輸入/10路繼電器輸出) | 1 | 套 | |
| 7 | 安裝單元 | CPU224 AC/DC/繼電器(14路數字量輸入/10路繼電器輸出) | 1 | 套 | |
| 8 | 安裝搬運單元 | CPU224 AC/DC/繼電器(14路數字量輸入/10路繼電器輸出) | 1 | 套 | |
| 9 | 分類單元 | CPU224 DC/DC/晶體管(14路數字量輸入/10路晶體管型輸出) | 1 | 套 | |
| 10 | 主控單元 | CPU313C-2DP(16路數字量輸入/16路晶體管輸出) | 1 | 套 | |
| 11 | 通信模塊 | EM277 | 8 | 只 | |
| 12 | 變頻器模塊 | 西門子MM420 功率≥0.37KW | 1 | 臺 | 西門子 |
| 13 | 觸摸屏模塊 | EPC7062TD7寸全彩觸摸屏 | 1 | 套 | |
| 14 | 加工工件組 | ||||
| 15 | 工件 | 大工件(三種)、小工件(兩種) | 1 | 套 | |
| 16 | 配套工具 | 內六角扳手、萬用表、尖嘴鉗,一字起子、十字起子、電鉻鐵等 | 1 | 套 | |
| 17 | 靜音氣泵 | WY5.2-GI 無油型 | 1 | 臺 | |
| 18 | 連接氣管 | φ4/φ6 | 1 | 套 | |
| 19 | 線纜及通訊線 | 1 | 套 | ||
| 20 | 說明書及軟件 | 1 | 套 |
五、實訓內容
(一)實訓項目1、傳感器應用技術實訓
該系統所使用的傳感器數量達四十多個,有電容式的、電感式的、光電式以及電磁式的,每一個都有著各自的特性、發揮著不同的作用,使系統得以可靠工作。學員可通過了解工作中各類傳感器的工作特性來加強對這些傳感器的感性認識,可使學員快速掌握所學知識。
2、氣動應用技術實訓
該系統上使用了大量的氣動元件,包括多種電控氣動閥、多種氣動缸、氣動夾爪、真空吸盤、真空發生器、過濾減速閥等。在學習這些氣動元件時,不但可以單獨學習每一種分離元件,而且還可以在學習時了解各種氣動元件之間,以及氣動元件與其它元件之間,如何配合起來并協調進行工作的。
3、PLC 編程實訓
柔性自動化實訓系統上八個單元,每個單元由一套PLC控制器單獨控制,這使得柔性自動化生產實訓裝置可以分成若干完全獨立的工作機構,使十幾個學生可以同時進行學習,而且每個學員都有動手的機會。在該設備上學員不但可以學習PLC的各種技術,而且可以學習綜合科技環境下PLC的多種應用。為靈活學習和掌握PLC的各方面知識提供了條件。
4、電氣控制電路實訓
柔性自動化實訓系統有八個工作單元,其電控部分全部按照工業標準和習慣進行設計,并且提供設計圖紙和說明書。學員在該設備上可學習電路原理圖分析、PLC各I/O地址查對和設備電路連線方法。
5、機械系統調試實訓
柔性自動化實訓系統上的八個工作單元相對獨立,在進行聯機調試時,學員需調整單元與單元之間的協調關系,至系統可正常、可靠地運行。這對提高在校學生動手能力有極大幫助。
6、系統維護和故障檢測技術實訓
設備日常維護的內容和方法,以及系統常見故障分析、排除的方法。
(二)工作任務
1、柔性自動生產線單元的安裝與調整
提供的設備功能部件和元器件裝配柔性自動生產線:
(1)上料檢測單元的安裝與調整
(2)搬運單元的安裝與調整
(3)加工與檢測單元的安裝與調整
(4)搬運分揀單元的安裝與調整
(5)變頻傳送單元的安裝與調整
(6)安裝單元的安裝與調整
(7)安裝搬運單元的安裝與調整
(8)分類單元的安裝與調整
(9)柔性自動生產線實訓裝置安裝與調整
2、氣動系統的安裝與調試
通過配置的氣缸、電磁閥和磁性開關等氣動控制元件,可完成下列氣動技術的工作任務:
(1)氣動方向控制回路的安裝與調試
(2)氣動速度控制回路的安裝與調試
(3)擺動控制回路的安裝與調試
(4)氣動順序控制回路的安裝與調試
(5)氣動橫臂機械手裝置的安裝與調試
(6)氣動機械手裝置的安裝與調試
(7)氣動系統安裝與調試
3、電氣控制電路的安裝和PLC編程
通過配置的PLC、變頻器、步進電機、交流電機、指令開關和傳感器等,可完成下列PLC應用技術工作任務:
(1)電動機正反轉控制電路的連接與控制程序編寫
(2)電動機變頻調速控制電路的連接與控制程序編寫
(3)步進電機驅動電路的連接與控制程序編寫
(4)氣動方向控制程序編寫
(5)氣動順序動作控制程序編寫
(6)氣動機械手控制程序編寫
(7)柔性自動生產線控制程序編寫
4、柔性自動控制系統的安裝與調試
通過調整的供料單元、搬運單元、加工與檢測單元、搬運分揀單元、變頻傳送單元、安裝單元、安裝搬運單元、分類單元,可完成柔性自動生產線的安裝、調試。
5.通過培訓、考核,可考察的職業能力
(1)柔性自動生產線的組成、結構與連接
(2)控制系統及應用
(3)氣動原理與控制技術應用
(4)PLC與編程方法
(5)變頻器控制技術應用
(6)運動控制技術應用
(7)安裝、連接、故障診斷與調試
熱門實訓室:教育裝備
如對本產品/文章:網絡型MPS模塊化自動線實訓裝置,西門子MPS柔性制造實訓系有任何疑問請隨時聯系我們,我們將盡力為您提供最全的實訓室建設方案和最優質的服務
本文分享鏈接:http://www.hxshiguan.com/cpzh/3705.html
常見問題:
問題①:你們公司都有什么資質?
答:我們中人公司是國家注冊的生產商,具有專利證書、軟件著作權等生產型企業應當具備的資質,并且我們生產的【網絡型MPS模塊化自動線實訓裝置,西門子MPS柔性制造實訓系】都是100%測試才允許出廠的。
問題②:如果我們單位購買【網絡型MPS模塊化自動線實訓裝置,西門子MPS柔性制造實訓系】是否包含安裝調試培訓服務?
答:我們所有設備如果沒有注明“不含安裝/調試/培訓”等字樣(舉例:【網絡型MPS模塊化自動線實訓裝置,西門子MPS柔性制造實訓系】不含安裝調試培訓,含運費。),都是可以包安裝調試培訓的。
問題③:你們能提供【網絡型MPS模塊化自動線實訓裝置,西門子MPS柔性制造實訓系】的整體實訓室的建設方案嗎?
答:如果您對我們的【網絡型MPS模塊化自動線實訓裝置,西門子MPS柔性制造實訓系】有意向,可以來電咨詢或者咨詢企業QQ:2198972893。讓我們客服為您量身定做一個方案或者提供我們現有的方案。同時需要您留下貴單位的全稱,方便我們做報告。
上一篇:環形自動生產線實訓系統
下一篇:物料循環自動生產線實訓系統
這些是最新的
熱門排行
